

�����C(j��)Ϳ�Ϻ�Ϳ�ṤˇҎ(gu��)��
1 ���}��(n��i)���c�m�÷���
����(bi��o)��(zh��n)Ҏ(gu��)���������C(j��)��Ҫ�㲿��Ϳ����Ϻ�Ϳ�Ṥˇ��
����(bi��o)��(zh��n)�m���ڸ��N�����C(j��)���r(n��ng)���\(y��n)ݔ܇��Ҫ�㲿����Ϳ�ᣬ���m������������̓x���a(ch��n)Ʒ���r(n��ng)�C(j��)�ߵ�Ϳ�ᡣ
2 ����(bi��o)��(zh��n)
GB 1731 ��Ĥ���g�Ԝy(c��)����
GB 1732 ��Ĥ�͛_���y(c��)����
GB 1733 ��Ĥ��ˮ�Ԝy(c��)����
GB 1735 ��Ĥ�͟��Ԝy(c��)����
GB 1740 ��Ĥ�͝��y(c��)����
GB 1743 ��Ĥ��ɜy(c��)����
GB 1763 ��Ĥ�ͻ��W(xu��)ԇ���Ԝy(c��)����
GB 1764 ��Ĥ��Ȝy(c��)����
GB 1767 ��Ĥ�ͺ��Ԝy(c��)����
GB 1771 ��Ĥ���}�F�y(c��)����
GB 6807 ��F����Ϳ��ǰ��̎�����g(sh��)�l��
JB/T 5673 �r(n��ng)�������C(j��)���C(j��)��Ϳ��ͨ�ü��g(sh��)�l��
JB/Z 236 ��F����Ϳ�bǰ���ͳ̶�ԇ�(y��n)����
ZB T60 005 �r(n��ng)�������C(j��)���C(j��)����ĤĿҕ�u(p��ng)������
ZB T60 006 �r(n��ng)�������C(j��)���C(j��)��ͿĤ�������ܜy(c��)�����������з�
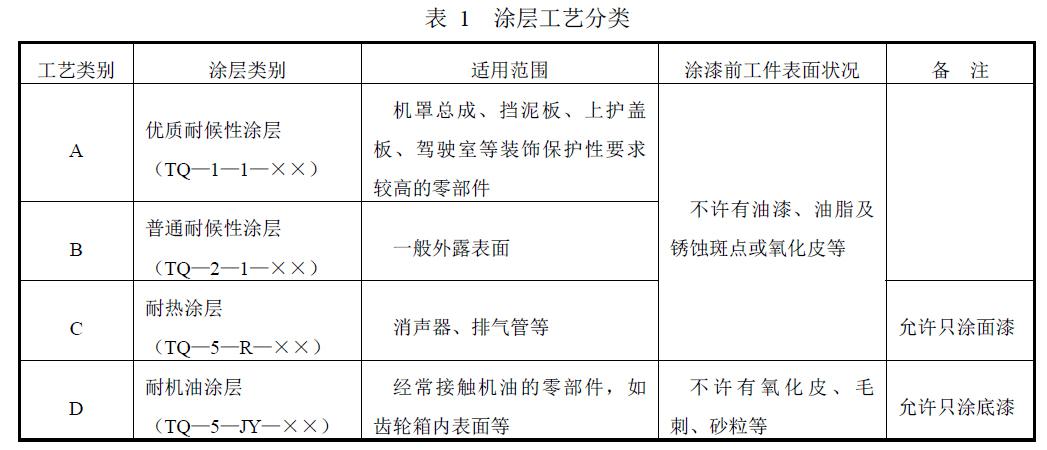
3 Ϳ�ӹ�ˇ���
����(j��)���I(y��)�h(hu��n)���l����Ϳ���|(zh��)��Ҫ��IJ�ͬ�������C(j��)Ϳ�ӹ�ˇ�֞����Ҋ(ji��n)��1��
4 Ϳ�����
4. 1 Ϳ��ǰ����̎�턩
�ЉA�Ի����A��Ó֬��
Һ�B(t��i)Ó�P��
Һ�B(t��i)��̑B(t��i)�����{(di��o)����
Һ�B(t��i)��̑B(t��i)����
4. 2 ����
8603 ꎘO�Ӿ��
HS ϵ��ꎘO�Ӿ��
H11��51 ��ɫ�h(hu��n)��������Ӿ��
F11��95 ��ɫ��ȩ�ͺ��Ӿ����
711��2 �F�t�h(hu��n)������ȩ�Ӿ����
H06��2 �F�t�h(hu��n)��������
X06��1 ������
C06��11 �F�t�������
C06��1 �F�t�������
4. 3 ����
MA��01 ��ɫ������������܇����
A04��9 ��ɫ��������
A04��14 ��ɫ�����o늺���
C04��2 ��ɫ�������
C04��42 ��ɫ�������
W61��25 �X���ЙC(j��)���͟����
500���ЙC(j��)���ߜ���
600���ЙC(j��)���ߜ���
��ɫ��ĩͿ��
��ɫ��ɰ�������
4. 4 �ܷ��z
JN��10 ��܇܇���ܷ��z
CM��1 PVC ���p�ܷ��z
DH��1 �c(di��n)���ܷ��z
4. 5 ϡጄ�
����ϡጄ�
4. 6 ��������
ճ�Լ���
320 ̖(h��o)~400 ̖(h��o)ɰ��
4. 7 �ڝM�� JB/T 5673 ��ǰ���£����S��������Ϳ����ϡ�
5 Ϳ�Ṥˇ
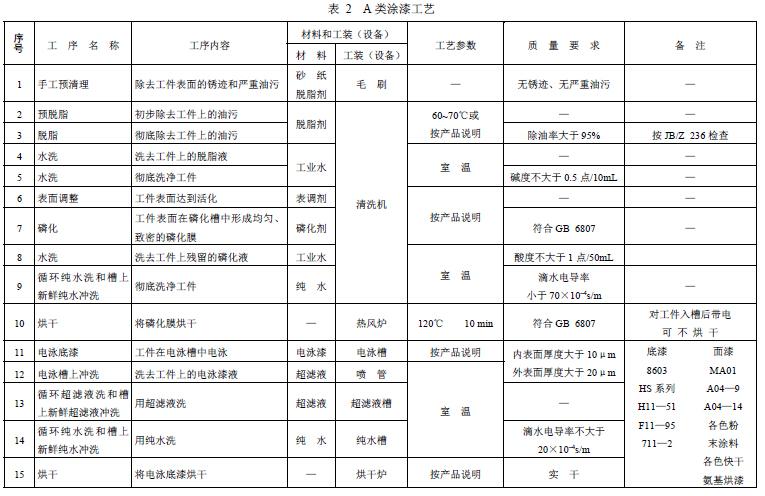
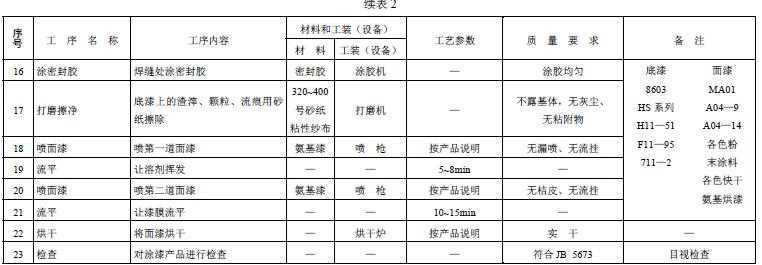
5. 1 A �Ϳ�ṤˇҊ(ji��n)��2��
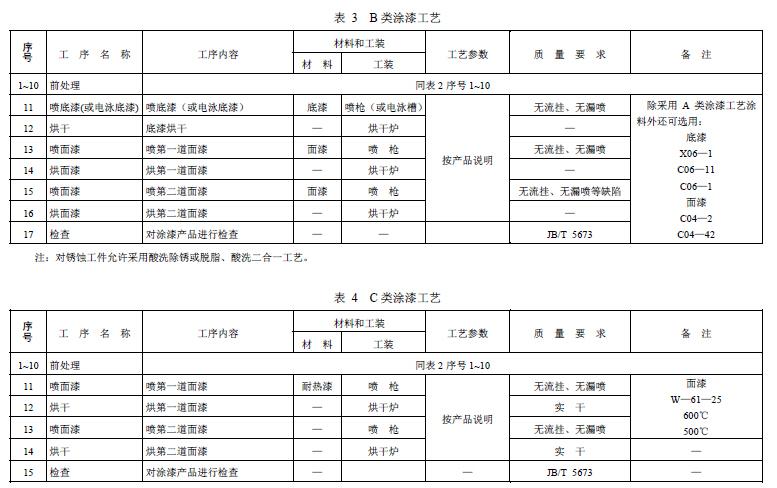
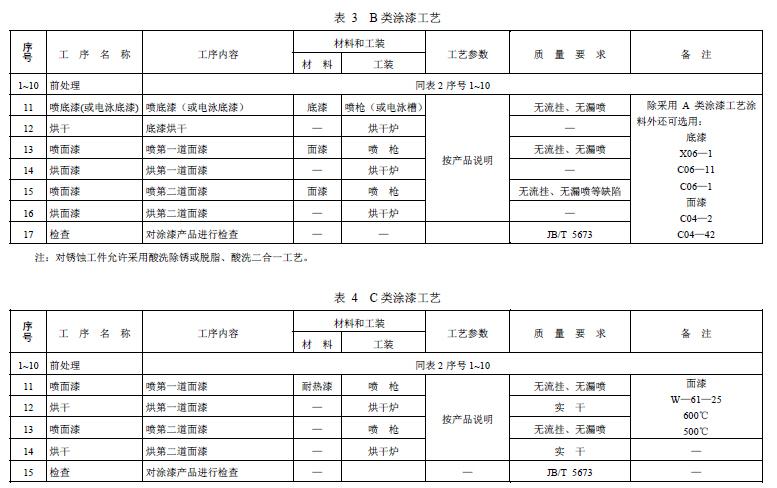
5. 2 B �Ϳ�ṤˇҊ(ji��n)��3��
 5. 3 C �Ϳ�ṤˇҊ(ji��n)��4��
5. 3 C �Ϳ�ṤˇҊ(ji��n)��4��
5. 4 D �Ϳ�ṤˇҊ(ji��n)��5��
6 Ϳ�Ṥˇ�Ĺ���
6. 1 �����߱�횇�(y��n)��ˇ������Ҫ���r(sh��)���ڌ�(du��)��Һ�M(j��n)�л��(y��n)����(du��)��ˇ����(sh��)�M(j��n)�п��ƣ�������ӛ䛣��P(gu��n)�I�O(sh��)���회��˲��������B(y��ng)��
6. 2 ǰ̎����ˇ����(sh��)�z��ӛ䛱���Ҋ(ji��n)�� 6��
6. 3 ��������Ṥˇ����(sh��)ӛ䛱���Ҋ(ji��n)�� 7��
7 Ϳ��a(ch��n)Ʒ�|(zh��)���z�(y��n)�(xi��ng)Ŀ�͙z�(y��n)����
Ϳ��a(ch��n)Ʒ�|(zh��)���z�(y��n)�(xi��ng)Ŀ�͙z�(y��n)����Ҋ(ji��n)��8��
 �����W(w��ng)���� 44190002001231̖(h��o)
�����W(w��ng)���� 44190002001231̖(h��o)